References
Christiansfeld Fjernvarmeselskab A.m.b.a.
Strategic upgrade of the heat production – new 4.0 MW woodchip-fired biomass plant, including building.
Christiansfeld Fjernvarmeselskab A.M.B.A. is a consumer-owned district heating cooperative responsible for providing a reliable, socio-economically efficient and environmentally sustainable heat supply in Christiansfeld. As part of a targeted modernisation of its production facilities, the company has established a new 4.0 MW woodchip-fired biomass plant to strengthen security of supply, increase the share of renewable energy, and reduce exposure to volatile energy prices.
The new woodchip boiler plant has been supplied and installed by Linka Energy under a full turnkey EPC contract. The scope includes construction of a new boiler house as well as delivery and installation of a complete biomass boiler system, including fuel pit, fuel handling system, flue gas cleaning and chimney. The solution is fully integrated into the existing district heating system and designed for stable and efficient operation.
The new production unit forms a central part of the plant’s overall generation structure and contributes to increased operational flexibility in the planning of heat production in response to changes in energy prices and heat demand. With this investment, the utility has strengthened its capacity and established a robust foundation for cost-optimised and future-proof heat supply.
The plant combines high energy efficiency, controlled emissions and robust construction, thereby providing a long-term and sustainable basis for district heating in Christiansfeld.

Specifications

Want to know more about this project?

The plant.
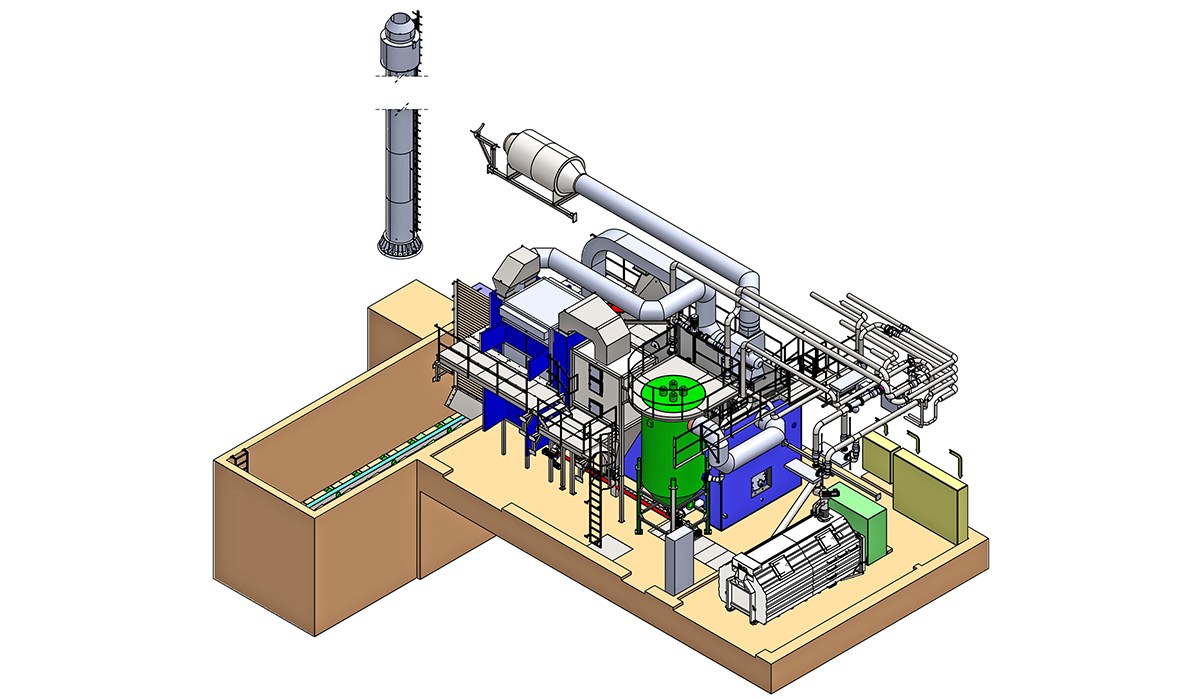
The supplied plant is a complete 4.0 MW Linka® woodchip-fired hot water boiler system, designed for high operational reliability and optimal fuel utilisation. The delivery has been executed as a full turnkey EPC contract, including the complete boiler system, fuel handling system, piping and steel works, electrical and control installations, flue gas system, chimney, civil works and building works as one fully integrated solution.
The woodchips are received in a 120 m³ concrete fuel pit. At the bottom of the pit, a hydraulic walking floor system is installed, ensuring a controlled and consistent fuel feed to the downstream conveying system.
From here, the fuel is conveyed via a vertical conveying system to the downstream handling system, before being fed through a rotary airlock valve to the boiler’s twin auger stoker. The fuel feed system is continuously monitored and equipped with automatic reversal in case of overload. In addition, several independent backfire prevention systems—both electronic and mechanical—are implemented, ensuring high operational reliability and compliance with applicable safety standards.


The plant comprises a cylindrical three-pass 4.0 MW hot water boiler with water-cooled reversing chambers and a hydraulically operated step grate divided into combustion zones. The boiler design and construction ensure efficient, consistent and stable combustion of the woodchips across the entire load range.
The combustion process is controlled through the interaction of primary and secondary air, with airflow rates regulated by frequency-controlled fans and continuous oxygen measurement in the flue gas. This ensures an optimal excess air level for efficient and stable combustion.
The boiler is equipped with an automatic compressed air-based tube cleaning system, ensuring consistent heat transfer and reducing the need for manual cleaning.
Downstream of the boiler, the flue gas passes through a two-pass economiser, where thermal energy is recovered and transferred to the plant’s water circuit. This improves the overall efficiency and reduces the flue gas temperature prior to subsequent cleaning.
The flue gas then passes through a multi-cyclone, where coarse particles are separated, followed by an electrostatic precipitator (ESP-filter) that efficiently removes fine particulates. This combination ensures stable operation and compliance with applicable emission standards.
The cleaned flue gas is conveyed via a frequency-controlled induced draught fan to a 28-metre-high steel chimney, designed in accordance with the plant’s operating conditions.


The ash from the boiler, economiser, multi-cyclone and electrostatic precipitator is collected in a fully automatic ash handling system with augers and rotary airlock valves. The ash is conveyed to two 12 m³ ash containers, allowing long intervals between emptying during continuous full-load operation.
The plant is controlled via a PLC-based control system with integrated oxygen control and furnace draught control. Load regulation is performed automatically in accordance with the heat demand, and all key operating parameters are continuously monitored.
The system is fully integrated into the existing district heating plant, providing operators with a complete overview and enabling efficient optimisation of heat production.
Emission results after commissioning.
In connection with the commissioning of the plant, emission measurements were carried out to document the boiler’s operational and environmental performance.
The measurements show that the plant complies with the applicable emission limits with a good margin. The levels of CO, NOₓ and particulate matter are all below the specified limit values, confirming a stable and well-functioning combustion process as well as efficient flue gas cleaning.
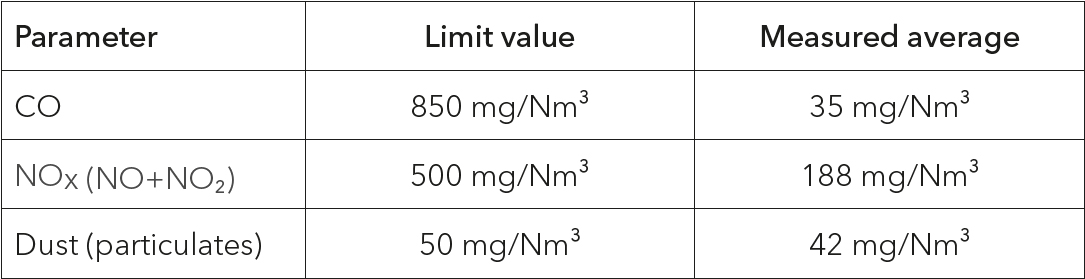
The above measurements were carried out at 6% O₂.
The results are stated at reference conditions and are shown in the table above.
The recorded operating conditions during the measurements further confirm stable operation and efficient utilisation of the fuel energy.
Wood chip consumption
958 kg/h
at max. 10% moisture. 10%
Efficiency
93,6 %