References
Nykøbing Mors District Heating
Establishment of a new 9 MW straw-fired heating plant with straw supplied by local farmers

Nykøbing Mors District Heating Plant has chosen to establish a new straw boiler system as part of its transition to a more sustainable and future-proof heat supply. The plant will use straw sourced from local farmers, supporting not only the green transition but also strengthening the local economy by providing farmers with a stable market for their products.
Economically, the new system will lower heating costs, making district heating a more attractive solution for consumers. The project has received broad support from the local community, which views it as an important step towards a sustainable future.
Linka Energy A/S won the tender, which was issued by Rambøll in Aalborg, and immediately began the design and planning process. This involved working closely with Nykøbing Mors District Heating Plant to tailor the design. Linka has focused on sustainable energy utilization and efficient combustion to ensure high performance and low emissions, while also prioritizing stable operation and safety to provide a reliable heat supply for the area based on local resources such as straw.

The plant
The turnkey contract primarily consists of the establishment of a new boiler plant, a complete straw boiler system, and electrical installations.
The boiler plant
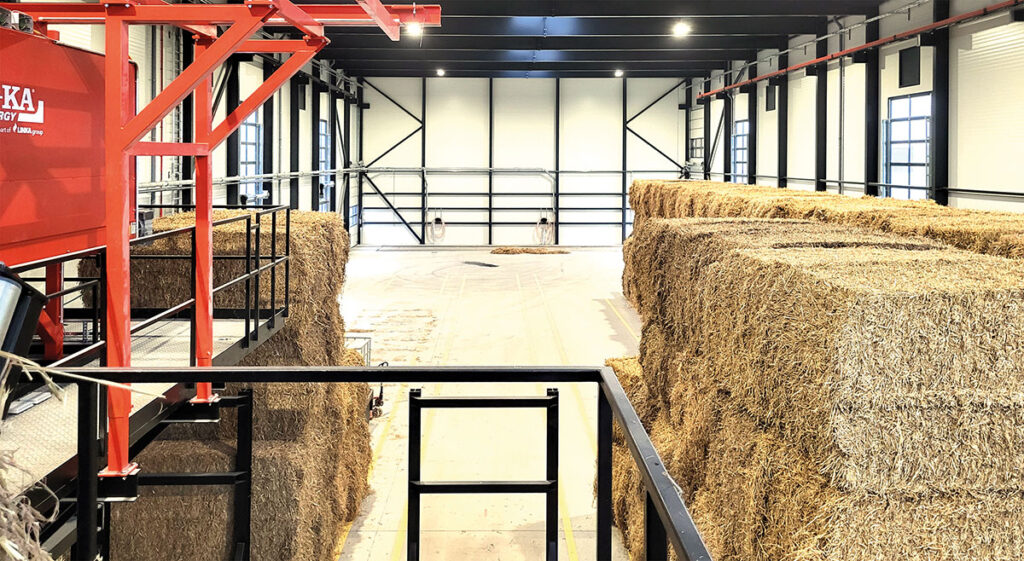
The boiler plant includes an electrical room, staff and driver toilets, as well as a control room with a kitchenette, workshop, and other personnel facilities. The straw storage area is equipped with a straw crane, crane beams, and crane rails. The project also involves site and terrain works, including roads, the rerouting of a stream, gravel surfacing, paving near the ash storage, planting areas, and foundations for the chimney.
Straw boiler plant
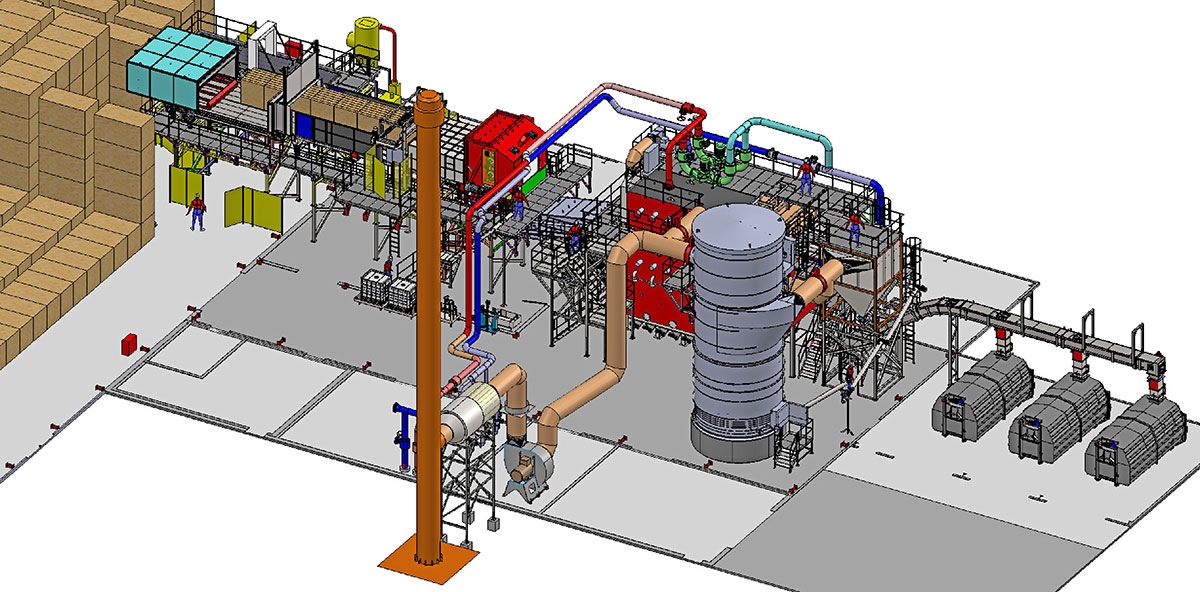
The equipment supply includes the straw handling system, shredder, straw boiler, combustion air system, ash handling system, flue gas system, chimney, as well as auxiliary systems, insulation, galleries, and supports. Additionally, the water circuit includes three feed pumps, district heating pipes, boiler fittings, shunt pump, valves, instruments, stand-by heating, and insulation.
The boiler system, a 9.0 MW 5-pass Linka® GVB type, is specially designed for biomass, making it more efficient and achieving higher performance. The straw boiler is designed to maintain flue gas temperatures at 125°C under full load. With Linka’s® unique patented combustion technology, which ensures complete combustion of the flue gases and thereby reduces CO emissions, the fuel is maximized. The boiler is also prepared for supplementary firing with wood pellets, which requires a pellet silo and auger conveyors to the boiler. Space has already been allocated for these components, allowing the boiler to fire exclusively on wood pellets at a minimum of 30% of its load.
Specifications

Want to know more about this project?


The process begins with the delivery of straw to the storage area, which is weighed and moisture-checked on a truck scale, after which the straw is stacked in rows. When heating demand arises, the straw crane and firing procedure are activated. The firing process starts at the straw storage, where the straw crane delivers a bale to a metal detector for scanning. If metal is detected, the bale is moved to a rejection area; otherwise, it is transferred to the straw table. The straw table conveys the bales through a hydraulic safety gate to a Linka® straw feeder and shredder, type Linka® TWIN, model 123, which features a 15-meter TWIN straw table with an automatic straw collector. The TWIN configuration allows two bales to be placed side by side from the end of the straw table to the shredder, requiring the straw crane to load two bales onto the table.
The plant is protected against backfire through several measures, including the emptying of the firing section of straw when the oxygen level is achieved, and double fire protection from the firing section to the shredder.

The flue gas from the boiler passes through a multi-cyclone and a bag filter, which cleans the flue gas and significantly reduces dust emissions before it is released through the new chimney. The plant is also equipped with emission measurement equipment for continuous monitoring of CO, NOx, O2, and dust. NOx emissions could be managed with performance control until the end of 2018, after which the MCP directive has become the governing regulation with new emission limits and values.
A SNCR (Selective Non-Catalytic Reduction) system is provided to comply with the NOx limit of 300 mg/Nm³ at 6% O₂. The high temperature in the combustion chamber of the boiler leads to the formation of thermal NOx, and since nitrogen content can vary, the NOx contribution may fluctuate. The reagent used is AdBlue/urea.
Electrical system
The complete electrical system consists of SCADA/control systems, electrical installations, main and distribution boards, building installations, and a connection to the existing solar heating system.
The operation of the entire plant is managed via a PLC control system, which monitors the plant and sends alarms via the internet and SMS. The system also allows monitoring via smartphones, tablets, and/or PCs. Additionally, the system includes a reporting function that enables the automatic generation of daily, weekly, monthly, and annual reports.
Straw consumption
269 kg per hour
at a moisture content of 14%.
Efficiency
92,3 %
at 100% load