References
INTECH SLOVAKIA s.r.o.
Esi Trebišov s.r.o.
Sustainable 4.0 MW biomass boiler plant for straw combustion with Linka® TWIN technology.

INTECH SLOVAKIA s.r.o., esi Trebišov s.r.o., has invested in a 4.0 MW biomass boiler plant with Linka® TWIN straw handling system to ensure an efficient and sustainable energy supply.
The plant utilises local resources such as straw to reduce CO₂ emissions and dependence on fossil fuels.
With advanced technology, including an economiser and an SNCR system, fuel utilisation is optimised, and emissions are kept to a minimum. This investment supports both environmental responsibility and the need for a reliable energy supply for industrial and local purposes.
Specifications

Want to know more about this project?




The plant.
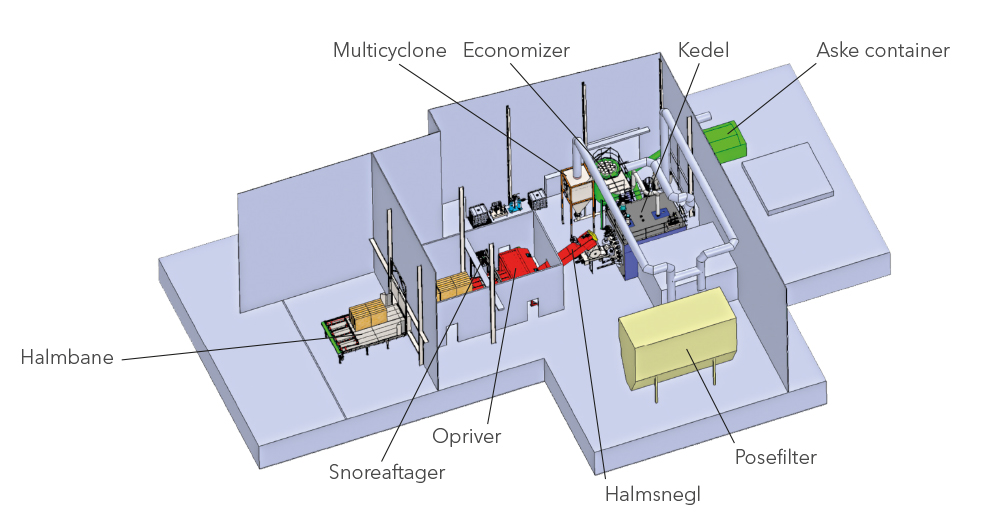
The boiler plant is a Linka® H 4.0 MW hot water boiler, designed to ensure maximum utilisation of the straw. Additionally, an economiser has been installed with a 2-pass system, which reduces the flue gas temperature from 170°C to approximately 130°C, increasing efficiency and reducing fuel consumption by around 30 kg/h.
The entire firing process begins at the straw storage, where the existing straw crane delivers a straw bale to a 15-meter-long Linka® straw conveyor belt (including straw table, string remover, and inlet), which then transports the straw to a Linka® TWIN bale breaker that shreds the straw bale.
The straw storage and boiler room are separated by a hydraulic safety door, which only opens when the exposed sensor is “activated” on straw bales. The hydraulic safety door is designed to automatically close in the event of a power failure, using its own weight.
The shredded straw is then fed into the combustion chamber using the double stoker auger, which transfers the straw into the boiler and deposits it on the top grate. A small oil burner is also installed for the automatic start-up of the boiler.
The boiler is constructed with a combustion chamber followed by two-pass flue gas tubes and a reversing chamber, which are kept clean using shot valves located at the front and rear.
The flue gas is then routed through a two-pass economizer with vertical tubes and shot valves at the top for cleaning. At the bottom, a rotary valve discharges ash into the augers. The shot valves are 5.5-liter Linka® shot valves, type Chokblaster.

The flue gas from the boiler is directed through a multicyclone, type Linka® 7 x 5, which removes coarse particles. The ash is discharged via a rotary valve into the ash augers. The flue gas is then routed to the existing bag filter, which serves both boilers.
Linka has proven and documented experience with the effective integration of existing components. From the bag filter, the cleaned flue gas is directed to the new flue gas fan before being discharged through the existing chimney. The ash is then transported to an ash container.

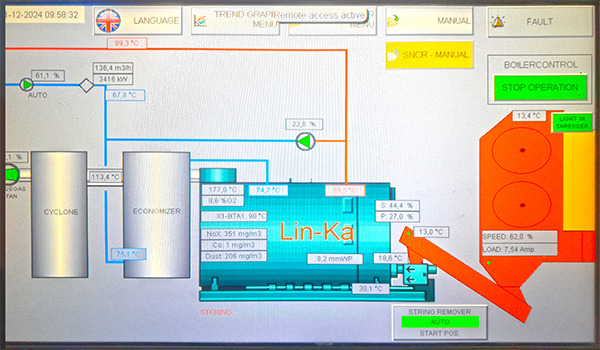
The plant is controlled via a PLC control system that monitors the system and sends alarms via the internet and SMS. It will also be possible to monitor the plant via smartphones, tablets, and/or PCs. The new control system and electrical installations are integrated into the existing plant, with extensive signal exchange between the filter and other components. Although integration can be challenging and space-consuming, Linka Energy always succeeds in this process.
As the emissions requirements have tightened for new medium-sized heating plants in accordance with the Council of Europe Directive 2015/2193 and implemented into Slovak legislation with further tightening in relation to the MCP Directive, an SNCR system was also supplied to ensure compliance with the NOₓ limit value.
Considerable time was allocated to tune this system, keeping AdBlue costs low.
Linka therefore supplied a complete SCNR system, a “stand-alone” NOₓ reduction system consisting of a tank for the reduction agent/media, a standardised pump module for softened water and reduction agent, a process cabinet, injector(s), and control.
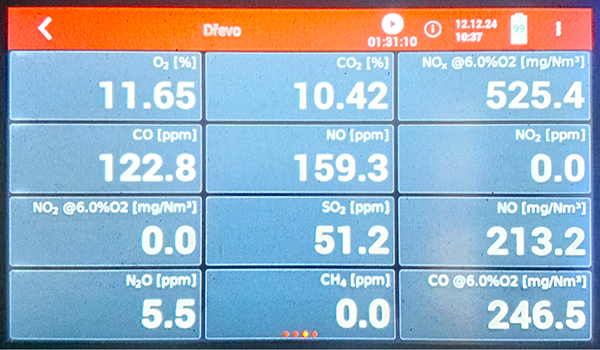
Additionally, complete measuring instruments for dust/particulate measurement, type SP, as well as for CO and NOₓ, were provided.
Emission results after commissioning of the plant.
Linka has, after commissioning of the plant, documented to INTECH SLOVAKIA s.r.o. that the boiler performs in accordance with the levels stated below:
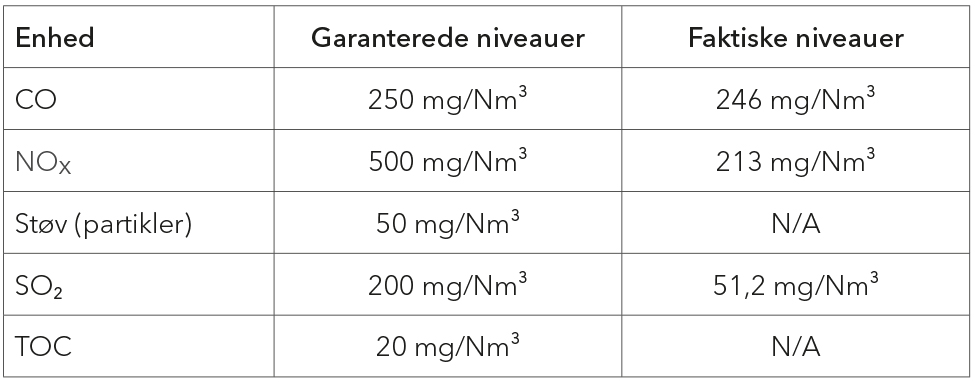
The above measurements were carried out at 6% O₂.
Straw consumption
1,162 kg/h
at 18% moisture.
Efficiency after economiser
92,5 %
at 100% load